In the pharmaceutical granulation process, ensuring the target particle size distribution (PSD) and the final tablet weight (weight variation) are critical quality control points. These factors directly impact the tablet's content uniformity, dissolution rate, hardness, and appearance.
The particle size distribution of granules directly affects their flowability, compressibility, filling uniformity, and ultimately, the content uniformity and dissolution of the final tablet.
Binder Selection and Concentration: Selecting the appropriate binder (e.g., HPMC, PVP, starch paste) and its concentration is crucial. The optimal ratio must be determined through pre-formulation studies, as a concentration that is too high can lead to hard, oversized granules, while one that is too low results in friable granules with excessive fines.
Binder Addition Method and Rate: The binder should be added in a controlled manner, typically via uniform spraying or dripping with good atomization. An excessively fast addition rate can lead to lump formation, while a slow rate may cause localized overwetting or dryness.
Mixing/Granulation Time: Adequate mixing ensures uniform wetting of the powder mass. However, excessive granulation time (especially in high-shear granulators) can cause over-sized granules or break down particles into fines. The optimal endpoint should be determined by monitoring power consumption, torque, or by experience.
Impeller and Chopper Speed: (High-Shear Granulator) The impeller speed affects mixing uniformity and wetting efficiency, while the chopper speed directly impacts granule size and density. excessively high speeds generate more fines, while low speeds produce large, irregular granules. Speed settings must be optimized.
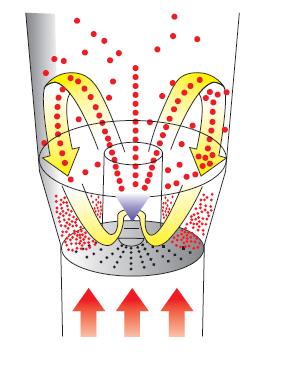
Parameters such as spray rate, atomization pressure, nozzle position, inlet air temperature and humidity, and air volume significantly influence particle size and must be carefully controlled.
Key parameters include roller pressure, roller speed, and gap setting, which determine the density and size of the ribbons and subsequent granules after milling.
Drying Temperature and Time: The drying curve (e.g., inlet air temperature, product temperature, air volume in fluid bed drying) must be optimized based on material properties. Excessively high temperatures or prolonged drying can make granules brittle, creating fines, while insufficient drying leads to moisture content exceeding specifications.
Drying Method: Fluid bed drying generally offers better control over granule characteristics compared to tray drying, reducing agglomeration and fines generation. The fluidization state (air volume) must be controlled to avoid channeling or bubbling, which causes uneven drying and granule breakage.
Moisture Control: The final loss on drying (LOD) or Karl Fischer water content must be within the specified range. High moisture affects downstream processing and stability, while overly dry granules may become brittle, increasing the fine particle content.

Screen Mesh Size Selection: This is the most direct method for controlling the final particle size. A screen with an appropriate aperture and material (typically stainless steel) must be selected based on the target particle size.
Mill Type and Speed: Selecting the suitable mill (e.g., oscillating granulator, rotary granulator, quick mill) and optimizing its speed is critical. Excessive speed can break granules and generate fines, while slow speed reduces efficiency.
Screen Condition: Screens must be intact, undamaged, and clean without clogging. Regular inspection, cleaning, and replacement are necessary.
Powder Properties of API and Excipients: The initial particle size, shape, density, and hydrophilicity of the active pharmaceutical ingredient (API) and excipients influence granulation behavior. Inter-batch variability must be monitored.
Formulation Ratio: The hygroscopicity and binding properties of different excipients vary; changes in the formulation can affect the granulation outcome.
Tablet weight variation is primarily influenced by the uniformity of die filling, which is highly dependent on the granulation's flowability and uniformity (including PSD, density, and shape).
Controlling Particle Size Distribution: This is the core influencing factor. The target PSD must be strictly controlled through the granulation, drying, and milling processes. Excessive fines (<100 mesh) or oversized particles must be avoided. Fines exhibit poor flow and can cause segregation, while oversized particles can lead to filling irregularities or sticking.
Controlling Granule Moisture: Moisture content must be maintained within the optimal range. High moisture causes agglomeration, while low moisture can induce static, both adversely affecting flow.
Particle Morphology: Spherical or near-spherical granules typically flow better than irregular or needle-shaped ones. The granulation process should be optimized to achieve favorable morphology (e.g., fluid bed granulation often produces more spherical particles).
Adding Glidants: Incorporating glidants like colloidal silicon dioxide during the final blending stage can significantly improve granule flowability and reduce filling variations.
Content Uniformity: Thorough mixing during wet massing and final blending is essential to ensure uniform distribution of the active ingredient within the granules. Inadequate mixing leads to content variation even if tablet weights are consistent.
Density Uniformity: The granulation process should yield granules with consistent density. A mix of overly dense and loose granules will lead to variations in fill volume and weight.
Fill Depth: The fill depth of the die must be set and adjusted precisely, as this is the primary mechanical setting for controlling tablet weight. It is calculated and adjusted based on the granule bulk density and the desired tablet weight.
Forced Feeder (Feed Frame): A well-designed and properly maintained forced feeder is critical. It ensures a consistent and uniform flow of granules into the die cavities, minimizing fluctuations caused by flowability issues or fines. The feeder's speed and paddle design should be optimized.
Tooling Condition: Die bores must be smooth, free of scratches, and clean from adhered material. Worn dies can negatively affect filling.
Turret Speed (Compression Speed): Excessively high press speeds may not allow sufficient time for the die cavity to fill completely, especially for granules with less-than-ideal flow properties, leading to increased weight variation. An optimal speed must be determined.
Equipment Maintenance: The tablet press requires regular maintenance to ensure punch lengths are uniform, die bores are within specification, and the forced feeder operates correctly.
The compression area must have controlled temperature and humidity. High humidity can cause granules to absorb moisture and agglomerate, while low humidity can generate static electricity, both impairing flowability.
Frequent weight monitoring during compression is mandatory! This is typically achieved using automated weight control systems with rejection mechanisms (which weigh and reject out-of-specification tablets at short intervals) and supplemented by periodic manual sampling by operators (e.g., sampling 20 tablets every 15-30 minutes to calculate RSD). This is the final defense for ensuring pharmacopeial compliance.
Achieving consistent granule size and tablet weight requires precision control throughout the entire process, underpinned by reliable equipment. LTPMChina's high-precision capsule filling machines and tablet presses are engineered to deliver the exceptional accuracy and stability needed to maintain your stringent quality standards. Contact us today via [email protected] to discover how our solutions can enhance your manufacturing performance and product quality.
 399 Dongxin Road, Ruian Economic Development Zone, Wenzhou City, Zhejiang Province, China
399 Dongxin Road, Ruian Economic Development Zone, Wenzhou City, Zhejiang Province, China





We use cookies to enhance your browsing experience and protect your privacy. Please read our privacy policy for more information.







